
پروژه قوس و منحنی در معماری شامل : توضیحاتی در مورد خطوط منحنی و نظریه انتونی به همراه نمونه های موردی و تصاویر. .
. .
.
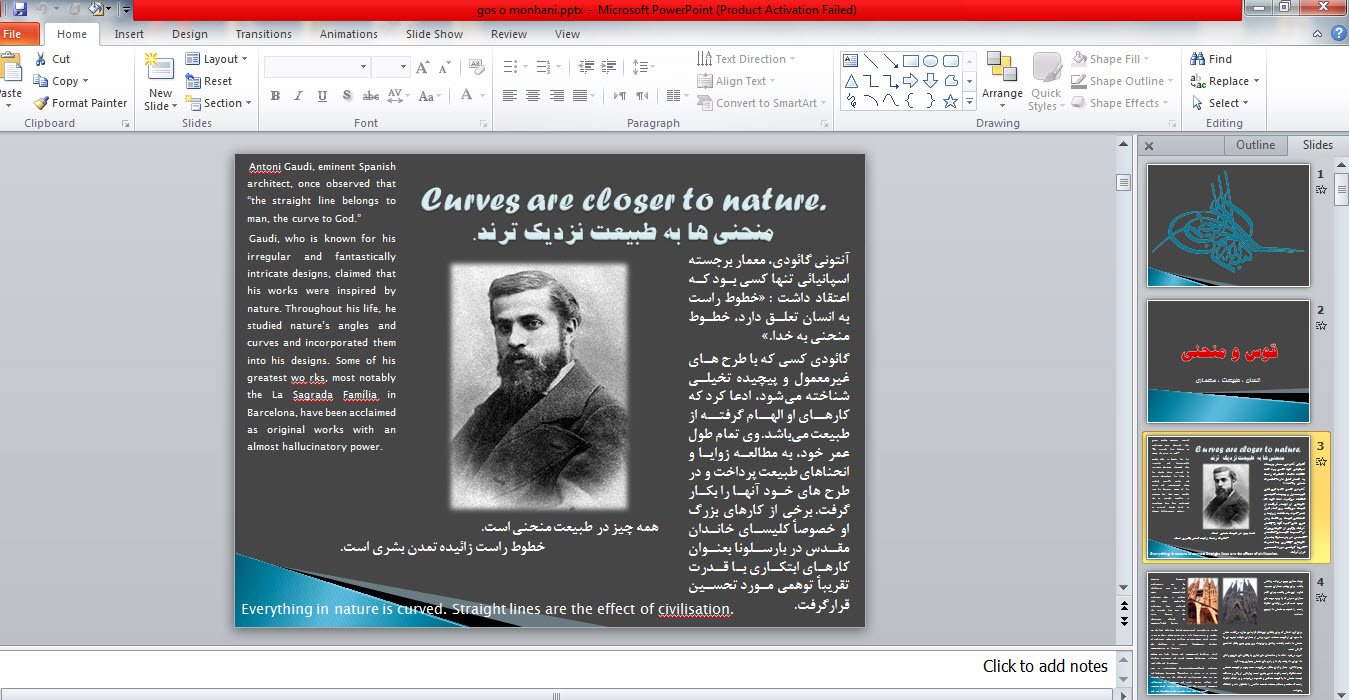
قوس و منحنی در معماری
پروژه قوس و منحنی در معماری شامل : توضیحاتی در مورد خطوط منحنی و نظریه انتونی به همراه نمونه های موردی و تصاویر...
مقاله درباره فرایندهای جوشکاری قوسی با محافظت گاز و قوس تنگستن با محافظت گاز خنثی ،فرمت ورد،13 صفحه
فهرست:
فرایند های جوشکاری قوسی با محافظت گاز
فرایند جوشکاری قوس تنگستن با محافظت گاز خنثی : (GTAW)
مقدمه
اصول فرایند جوشکاری GTAW
تجهیزات فرایند GTAW
تجهیزات
خوردگی بین دانه ای
جلوگیری از حساس شدن
خوردگی تنشی شکافی
اثر افزودن عناصر آلیاژی
اثرات کرم
اثرات نیکل
اثرات آلومینیوم
اثرات سیلیسیم
– تاثیر آلاینده های گازی
بخار
پودر شدن فلز
محیط های حاوی گاز مختلط
محصولات احتراق
خاکسترها
فرایند های جوشکاری قوسی با محافظت گاز : حرارت جوش از قوس الکتریکی تامین شود.
فرایند جوشکاری قوس تنگستن با محافظت گاز خنثی : (GTAW)
در صنعت جوش آرگون می گویند . در این دسته از فرایندها نیز حرارت لازم جهت اتصال قطعات از طریق قوس الکتریکی تامین می شود و تفاوت آن با روش های قبلی اینکه منطقه جوش و نوک الکترود یک گاز خنثی حفاظت می شود .
مقدمه:
بعد از جنگ جهانی دوم حدوداً در سال 1941 این روش مورد توجه قرارگرفت و در سال 1945 برای اتصال قطعات کوچک آلومینیوم هواپیما استفاده شد. در این روش از الکترود مصرف نشدنی تنگستن برای ایجاد قوس استفاده می شود.
اصول فرایند جوشکاری GTAW
در این فرایند از الکترودهای مصرف نشدنی تنگستن برای ایجاد قوس الکتریکی استفاده می شود و برای حفاظت جوش از گاز آرگون ،هلیوم و یا مخروطی از آن دو استفاده می شود. قوس الکتریکی بین الکترود تنگستن و قطعه کار ایجاد می گردد و دمای بسیار بالای نزدیک C° 6000 ایجاد می شود. حرارت حاصل با ذوب لبه های اتصال حوضچه های جوش را ایجاد می کند.
با حرکت الکترود و اشکال حوضچه ی جوش و انجماد مذاب قبلی امکان اتصال حاصل می گردد. در این روش برای امکان اتصال قطعات نازک نیازی به فیلتر نبوده و برای قطعات ضخیم از فیلر استفاده می شود. برای استفاده از فیلر حتماً بایستی نوک فیلر در حوضچه ی جوش قرار گیرد و در آنجا ذوب گردد نوک الکترود تنگستن از شیپوره بیرون زده و در حدود 4-3 میلی متر از شیپوره بیرون است .
تجهیزات فرایند GTAW
از جریان های DceN استفاده بیشتر می شود.
در این فرایند از هر دو جریان Ac و Dc استفاده می شود و از ترانس فورماتور – رکستی فایر نیز می توان استفاده کرد. از آمپراژ 800 تا 5 آمپر استفاده م شودکه آمپراژهای پایین از قطعات نازک و آمپراژ بالا برای قطعات ضخیم تر استفاده می شود.
تجهیزات
(بدنه – لوله مسی نگهدارنده مشعل – نازل (شیپوره) سرامیک – الکترود تنگستنی )
الکترود تنگستن : الکترود بخشی از مشعل است که قوس الکتریکی را ایجاد می کند (با قطعه کار ) تنگستن به دلیل نقطه جوش بالا (حدوداً 3000 ) و خاصیت ترمویونیک خوب به عنوان الکترود در GTAWاستفاده می شود. در دسته ای الکترودها حدود 2% - 1% tho2 یا 2ro2 اضافه میکنند که اولاً به یونیزاسیون گاز کمک می کند و مقاومت ذوب شدن و اکسیداسیو را نیز افزایش می دهد. قطر الکترود تنگستن بسته به شدت جریان است که از چند میلی متر تا mm8 متغیر است .
I#
زاویه نوک الکترود تنگستن به عمق نفوذ و تمرکز قوس بسیار موثر است .
6-6-1 خوردگی بین دانه ای
شکل 6-47 نشان دهندة ظاهر یک جوش است که تحت حمله بین دانه ای در HAZ قرار گرفته است . در سطح جوشی که در معرض محیط خورنده است ، اغلب یک ناحیه خطی از حمله ، که موازی با مرز ذوب می باشد به چشم می خورد که گاهی «مسرهای واگنی »[1] نامیده می شوند. آنها متقارن و در هر طرف از جوش موازی هستند. در سطح مقطع ، حمله شدید (یا «پوسیدگی » جوش [2]) می تواند در طول باند حساس شده در HAZ مشاهده شود. توجه کنید که این باند با کمی فاصله از مرز ذوب است و این ناشی از این حقیقت است که رسوب گذاری کاربیدی که منجر به حساس شدن می شوند در محدوده دمای 600 تا C° 850 ( F° 1560 – 1110) رخ می دهد . در بالای این محدوده دمایی ، کاربیدها دوباره به شکل محلول در آمده و در نتیجه ناحیه مجاور مرز ذوب تقریباً آزاد از کاربیدها است (فرض می شود که سرعت های سرد شدن برای متوقف کردن رسوب گذاری کاربیدها در طی سرد کردن به قدر کافی سریع می باشد).
در HAZ بیشتر فولادهی زنگ نزن آستنیتی ، کاربیدهای غنی از کرم M23C6 ترجیحاًدر طول مرز دانه ها شکل می گیرند ، که در شکل 6-48 نشان داده شده است . این موضوع منجر به یک ناحیه تخلیه شده از کرم در طول مرزدانه ها می شود که «حساس » به حمله خوردگی است . به همین دلیل عبارت حساس شدن اغلب استفاده می شود تا شرایط متالوژیکی که منجر به حمله بین دانه ای می گردد را بیان نماید. استثنایی در این مورد ، انواع فولاد زنگ نزن پایدار شده حاوی Nb و یا Ti(نظیر انواع 347 و 321 ) می باشد . در این فولادها Nb و Ti کربن را به شکل کاربیدهای پایدار نوع MC در آورده و تشکیل کاربیدهای M23C6 را در مرز دانه ها به حداقل می رسانند.
خوردگی بین دانه ای ، ناشی از رسوب گذاری موضعی کاربیدهای غنی از کرم و یا کربونیتریدها در مرز دانه ها می باشد. این رسوب گذاری نیاز به نفوذ کم دامنه [3] کرم از زمینه مجاور وی ایجاد یک ناحیه تخلیه شده از کرم در اطراف رسوب دارد ، که در شکل 6-49 نشان داده شده است . این پدیده مقاومت به خوردگی موضعی ریزساختارها را کاهش داده و حمله به ناحیه مرزدانه ای را تسریع می کند. همانگونه که در مقطع متالوگرافی شکل 6-49 نشان داده شده است درمحیط های خورنده خاص ، این اثر در مرز دانه ، یک «حفره» موضعی است . در بسیاری ازموارد ، دانه ها در حقیقت ، به خاطر حمله و انحلال کامل مرز دانه از ساختار جدا و خارج می شوند.
[1]- wagon Tracks
[2]- Weld Decay
[3]- Short – rang Diffusion
[1] Stress – corrosion Cracking
فهرست مطالب
عنوان صفحه
1. مقدمه ............................................................................. 1
2. معرفی محصول ............................................................... 2
2 ......................................... ( 1-2 . نام و کد محصول (آیسیک 3
2-2 . شماره تعرفه گمرکی..................................................... 2
3-2 . شرایط واردات ............................................................ 2
4-2 . استاندارد ملی یا بین المللی.............................................. 3
5-2 . بررسی و ارایه اطلاعات لازم در زمینه قیمت تولید داخلی..... 4
6-2 . موارد مصرف و کاربرد ................................................ 4
7-2 . کالاهای جایگزین و تجزیه و تحلیل اثرات آن بر ... ............. 4
8-2 . اهمیت استراتژیکی کالا در دنیای امروز ............................ 5
9-2 . کشورهای عمده تولیدکننده ............................................ 6
10-2 . شرایط صادرات......................................................... 6
3. بررسی بازار................................................................... 7
1-3 . بررسی ظرفیت واحدهای فعال تولیدی.............................. 7
2-3 . بررسی وضعیت طرحهای جدید...................................... 8
3-3 . واردات..................................................................... 12
4-3 . صادرات................................................................... 13
5-3 . مصرف.................................................................... 13
4. مطالعات فنی و تکنولوژیکی............................................. 16
1-4 . بررسی اجمالی تکنولوژی و روش تولید و عرضه... ......... 16
2-4 . تعیین نقاط قوت و ضعف تکنولوژی مرسوم در ... .......... 27
3-4 میزان مواد اولیه عمده مورد نیاز سالانه و محل تامین........ 28
4-4 . پیشنهاد منطقه مناسب برای اجرای طرح ........................ 30
5-4 . وضعیت تامین نیروی انسانی و تعداد اشتغال ................. 31
6-4 . بررسی و تعیین میزان تامین آب، برق، سوخت ... ........... 33
7-4 . وضعیت حمایت های اقتصادی و بازرگانی...................... 35
5. مطالعات مالی-اقتصادی .................................................. 37
1-5 . بررسی و تعیین حداقل ظرفیت اقتصادی......................... 37
2-5 . پیش بینی برنامه تولید و فروش..................................... 38
3-5 . حمایت تعرفه گمرکی و مقایسه با تعرفه های جهانی........... 45
4-5 . حمایت های مالی، بانک ها- شرکت های سرمایه گذار............ 45
6. تجزیه و تحلیل و ارایه جمع بندی و پیشنهاد نهایی ... ..........


امروزه یکی از اساسی ترین پایه های اقتصادی و اجتماعی کشورهای جهان را صنایع آهن و فولاد تشکیل می دهد و این به سبب نیاز مبرمی است که انسان جهت پیشبرد، مفاصد خود در زندگی دارد. با نگاه اجمالی به کارایی این عنصر حیاتی، می توان به نقش سازنده آن پی برد. زیرا علاوه برکارکرد آن درامر ساختمان سازی، پل سازی و غیره یکی از کالاهای اساسی در صنایع اتومبیل سازی، کشتی سازی و لکوموتیو سازی است و به صورت آلیاژ های مختلف، اساس تکنولوژی ماشین آلات را تشکیل می دهد. که آهن و فولاد به روش های مختلفی تهیه و تولید می شدند ما دراین تحقیق روش تهیه بوسیله کوره بلند را از ابتدا مورد بررسی قرار می دهیم.
آهن عنصر شیمیایی است که در جدول تناوبی با نشان Fe و عدد اتمی 26 وجود دارد. آهن فلزی است که در گروه 8 و دوره 4 جدول تناوبی قرار دارد.
تاریخچه آهن (Fe)
اولین نشانه های استفاده از آهن به زمان سومریان و مصریان برمی گردد که تقریباً 4000 سال قبل از میلاد با آهن کشف شده از شهاب سنگها اقلام کوچکی مثل سر نیزه وزیور آلات می ساختند. از 2000 تا 3000 سال قبل از میلاد، تعداد فزاینده ای از اشیاء ساخته شده با آهن مذاب (فقدان نیکل، این محصولات را از آهن شهاب سنگی متمایز می کند) دربین النهرین، آسیای صغیر و مصر به چشم می خورد؛ اما ظاهراً تنها در تشریفات از آهن استفاده می شد و آهن فلزی گرانبها حتی با ارزش تر از طلا به حساب می آمد.
مقدمه
تاریخچه آهن (Fe)
کاربردها
واکنش های کوره استخراج آهن
احیای مستقیم
کارگاه چدن ریزی
مراحل تولید آهن درکوره بلند
نقش سرباره
نقش مقدار زیاد کک درکوره
شامل 40 صفحه فایل word